










公 司: 蘇州正四方機器人科技有限公司
地 址: 江蘇省蘇州市高新技術開發區金燕路66號
聯系人: 許經理
手 機: 186 6253 8975 | 189 1378 7977
郵 箱: xuyinghua@tst-robot.com
焊接工藝基礎知識二:焊縫坡口的基本形式有哪些?
作者:小編 時間:2024/8/5 14:55:25
焊縫坡口的基本形式與尺寸
(一)坡口形式
根據坡口的形狀,坡口分成I形(不開坡口)、V形、Y形、雙Y形、U形、雙U形、單邊V形、雙單邊Y形、J形等各種坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻轉焊件),但焊后容易產生角變形。
雙Y形坡口是在V形坡口的基礎上發展的。當焊件厚度增大時,采用雙Y形代替V形坡口,在同樣厚度下,可減少焊縫金屬量約1/2,并且可對稱施焊,焊后的殘余變形較小。缺點是焊接過程中要翻轉焊件,在筒形焊件的內部施焊,使勞動條件變差。
U形坡口的填充金屬量在焊件厚度相同的條件下比V形坡口小得多,但這種坡口的加工較復雜。
(二)坡口的幾何尺寸
(1)坡口面 待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度 待加工坡口的端面與坡口面之間的夾角叫坡口面角度,兩坡口面之間的夾角叫坡口角度,見圖1—12。
(3)根部間隙 焊前在接頭根部之間預留的空隙叫根部間隙,見圖1—12。其作用在于打底焊時能保證根部焊透。根部間隙又叫裝配間隙。
(4)鈍邊 焊件開坡口時,沿焊件接頭坡口根部的端面直邊部分叫鈍邊,見圖1—12。鈍邊的作用是防止根部燒穿。
(5)根部半徑 在J形、U形坡口底部的圓角半徑叫根部半徑(見圖1—12)。它的作用是增大坡口根部的空間,以便焊透根部。
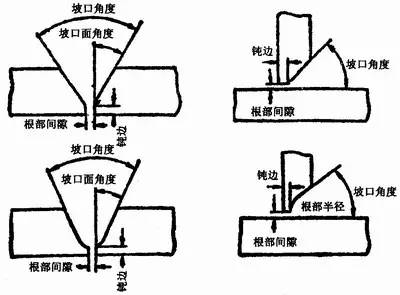
圖1—12 坡口的幾何尺寸
更多相關基礎知識: