










公 司: 蘇州正四方機器人科技有限公司
地 址: 江蘇省蘇州市高新技術開發區金燕路66號
聯系人: 許經理
手 機: 186 6253 8975 | 189 1378 7977
郵 箱: xuyinghua@tst-robot.com
焊接工藝基礎知識六:焊接工藝參數及其對焊縫形狀的影響
作者:小編 時間:2024/8/5 15:03:26
焊接工藝參數及其對焊縫形狀的影響
焊接時,為保證焊接質量而選定的各項參數(例如焊接電流、電弧電壓、焊接速度、線能量等)的總稱叫焊接工藝參數。所謂線能量是指熔焊時,由焊接熱源輸入給單位長度焊縫上的能量焦爾/厘米或焦爾/毫米(J/cm或J/mm),亦稱熱輸入。
線能量的計算公式為:
式中 Q——線能量,J/cm或J/mm;
I——焊接電流,A;
U——電弧電壓,V;
V——焊接速度,cm/s或mm/s。
例:某焊接性試驗的焊接工藝參數如下:焊條直徑4mm,焊接電流180A,電弧電壓24V,焊接速度150mm/min。試計算其線能量。
解:線能量。
答:該試驗的線能量為1728J/mm。
(一)焊接電流
當其它條件不變時,增加焊接電流,則焊縫厚度和余高都增加,而焊縫寬度則幾乎保持不變(或略有增加),見圖1—29,這是埋弧自動焊時的實驗結果。分析這些現象的原因是:
(1)焊接電流增加時,電弧的熱量增加,因此熔池體積和弧坑深度都隨電流而增加,所以冷卻下來后,焊縫厚度就增加。
(2)焊接電流增加時,焊絲的熔化量也增加,因此焊縫的余高也隨之增加。如果采用不填絲的鎢極氬弧焊,則余高就不會增加。
(3)焊接電流增加時,一方面是電弧截面略有增加,導致熔寬增加;另一方面是電流增加促使弧坑深度增加。由于電壓沒有改變,所以弧長也不變,導致電弧潛入熔池,使電弧擺動范圍縮小,則就促使熔寬減少。由于兩者共同的作用,所以實際上熔寬幾乎保持不變。
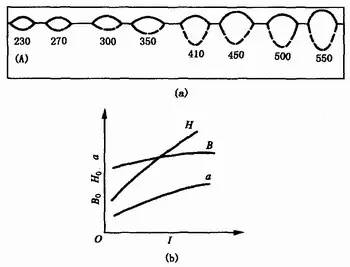
圖1—29 焊接電流對焊縫形狀的影響
H—焊縫厚度 B—焊縫寬度 d—余高 I—焊接電流
(二)電弧電壓
當其它條件不變時,電弧電壓增長,焊縫寬度顯著增加而焊縫厚度和余高將略有減少,見圖1—30。這是因為電弧電壓增加意味著電弧K度的增加,因此電弧擺動范圍擴大而導致焊縫寬度增加。其次,弧長增加后,電弧的熱量損失加大,所以用來熔化母材和焊絲的熱量減少,相應焊縫厚度和余高就略有減小。
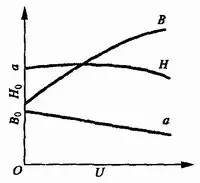
圖1—30 電弧電壓對焊縫形狀的影響
由此可見,電流是決定焊縫厚度的主要因素,而電壓則是影響焊縫寬度的主要因素。因此,為得到良好的焊縫形狀,即得到符合要求的焊縫成形系數,這兩個因素是互相制約的,即一定的電流要配合一定的電壓,不應該將一個參數在大范圍內任意變動。
(三)焊接速度
焊接速度對焊縫厚度和焊縫寬度有明顯的影響。當焊接速度增加時,焊縫厚度和焊縫寬度都大為下降,見圖1—31。這是因為焊接速度增加時,焊縫中單位時間內輸入的熱量減少了。
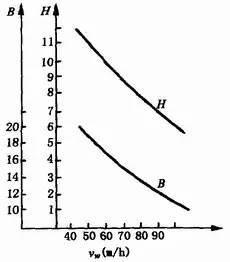
圖1—31 焊接速度對焊縫形狀的影響
從焊接生產率考慮,焊接速度愈快愈好。但當焊縫厚度要求一定時,為提高焊接速度,就得進一步提高焊接電流和電弧電壓,所以,這三個工藝參數應該綜合在一起進行選用。
(四)其它工藝參數及因素對焊縫形狀的影響
電弧焊除了上述三個主要的工藝參數外,其它一些工藝參數及因素對焊縫形狀也具有一定的影響。
(1)電極直徑和焊絲外伸長 當其它條件不變時,減小電極(焊絲)直徑不僅使電弧截面減小,而且還減小了電弧的擺動范圍,所以焊縫厚度和焊縫寬度都將減小。
焊絲外伸長是指從焊絲與導電嘴的接觸點到焊絲末端的長度,即焊絲上通電部分的長度。當電流在焊絲的外伸長上通過時,將產生電阻熱。因此,當焊絲外伸長增加時,電阻熱也將增加,焊絲熔化加快,因此余高增加。焊絲直徑愈小或材料電阻率愈大時,這種影響愈明顯。實踐證明,對于結構鋼焊絲來說,直徑為5mm以上的粗焊絲,焊絲的外伸長在60~150mm范圍內變動時,實際上可忽略其影響。但焊絲直徑小于3mm時,焊絲外伸長波動范圍超過5~10mm時,就可能對焊縫成形產生明顯的影響。不銹鋼焊絲的電阻率很大,這種影響就更大。因此,對細焊絲,特別是不銹鋼熔化電極弧焊時,必須注意控制外伸長的穩定。
(2)電極(焊絲)傾角焊接時,電極(焊絲)相對于焊接方向可以傾斜一個角度。當電極(焊絲)的傾角順著焊接方向時叫后傾;逆著焊接方向時叫前傾,見圖1—32(a)、(b)。電極(焊絲)前傾時,電弧力對熔池液體金屬后排作用減弱,熔池底部液體金屬增厚了,阻礙了電弧對熔池底部母材的加熱,故焊縫厚度減小。同時,電弧對熔池前部未熔化母材預熱作用加強,因此焊縫寬度增加,余高減小,前傾角度。愈小,這一影響愈明顯,見圖1—32(c)。
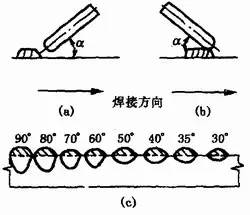
圖1—32 電極(焊絲)傾角對焊縫形狀的影響
(a)后傾 (b)前傾 (c)前傾傾角的影響
電極(焊絲)后傾時,情況與上述相反。
(3)焊件傾角 焊件相對水平面傾斜時,焊縫的形狀可因焊接方向不同而有明顯差別。焊件傾斜后,焊接方法可分為兩種:從高處往低處焊叫下坡焊;從低處往高處焊叫上坡焊,見圖1—33(a)(b)。
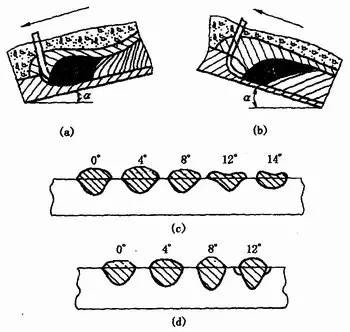
圖1—33 焊件傾角對焊縫形狀的影響
(a)下坡焊 (b)上坡焊 (c)下坡焊時焊件傾角的影響
d)上坡焊時焊件傾角的影響
當進行上坡焊時,熔池液體金屬在重力和電弧力作用下流向熔池尾部,電弧能深入到加熱熔池底部的金屬,因而使焊縫厚度和余高都增加。同時,熔池前部加熱作用減弱,電弧擺動范圍減小,因此焊縫寬度減小。上坡角度愈大,影響也愈明顯。上坡角度。>6°~12°時,焊縫就會因余高過大,兩側出現咬邊而使成形惡化,見圖1—33(d)。因此,在自動電弧焊時,實際上總是盡量避免采用上坡焊。
下坡焊的情況正好相反,即焊縫厚度和余高略有減小,而焊縫寬度略有增加。因此傾角。<6°~8°的下坡焊可使表面焊縫成形得到改善,手弧焊焊薄板時,常采用下坡焊,一方面是避免焊件燒穿,另一方面可以得到光滑的焊縫表面成形。如果傾角過大,則會導致未焊透和熔池鐵水溢流,使焊縫成形惡化,見圖1—33(c)。
(4)坡口形狀 當其它條件不變時,增加坡口深度和寬度時,焊縫厚度略有增加,焊縫寬度略有增加,而余高顯著減小,見圖1—34。
圖1—34 坡口形狀對焊縫形狀的影響
(5)焊劑 埋弧焊時,焊劑的成分、密度、顆粒度及堆積高度均對焊縫形狀有一定影響。當其它條件相同時,穩弧性較差的焊劑焊縫厚度較大、而焊縫寬度較小。焊劑密度小,顆粒度大或堆積高度減小時,由于電弧四周壓力減低,弧柱體積膨脹,電弧擺動范圍擴大,因此焊縫厚度減小、焊縫寬度增加、余高略為減小。此外,熔渣粘度對焊縫表面成形有很大影響,若粘度過大,使熔渣的透氣性不良,熔池結晶時所排出的氣體無法通過熔渣排除,使焊縫表面形成許多凹坑,成形惡化。
(6)保護氣體成分 氣體保護焊時,保護氣體的成分以及與此密切相關的熔滴過渡形式對焊縫形狀有明顯影響。采用不同保護氣體進行熔化極氣體保護焊直流反接時,焊縫形狀的變化,見圖1—35。射流過渡氬弧焊總是形成明顯蘑菇狀焊縫,氬氣中加入O2、CO2或H2時,可使根部成形展寬,焊縫厚度略有增加。顆粒狀和短路過渡電弧焊則形成的焊縫形狀寬而淺。
圖1—35 保護氣體成分對焊縫形狀的影響
(7)母材的化學成分 母材的化學成分不同,在其它工藝因素不變的情況下,焊縫形狀不一樣,這一點在氬弧焊時特別明顯。如三種產地不同的0Cr18Ni19和0Cr18Ni12Mo2不銹鋼,用鎢極氬弧焊方法焊接,采用相同的焊接工藝參數時,所得焊縫形狀的變化,見表1—10。
表1—10 母材化學成分對焊縫形狀的影響
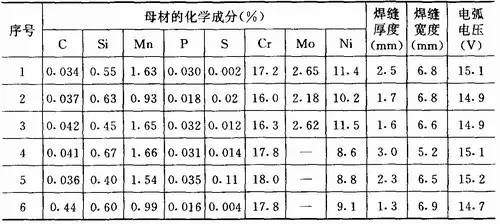
注:鎢棒端部45°;弧長2mm電流150A;焊接速度300mm/min。
更多相關基礎知識: